15 MW Centrifugal Compressor 3-monthly 10-days outage reduced to 1½ days
Synthesis Gas (75% H2 + 25% N2 gas mix) spill from a broken instrument process lead ignited into a huge fireball near the Synthesis Gas Compressor (K-601) third or High Pressure barrel (HPB).
The plant’s 2 professional fire fighters and volunteer trained fire fighters heroically fought and put out the fire. The HP barrel (HPB) discharge head (DH) leaked two months after plant restart and increased progressively.
The crew installed steam ring diluted the synthesis gas (75% H2, 25% N2) leaks to prevent fire repeat; on the environs combustibles content reaching 90% of limit, the lab crew monitored the combustibles content 2-hourly instead of 8‑hrly.
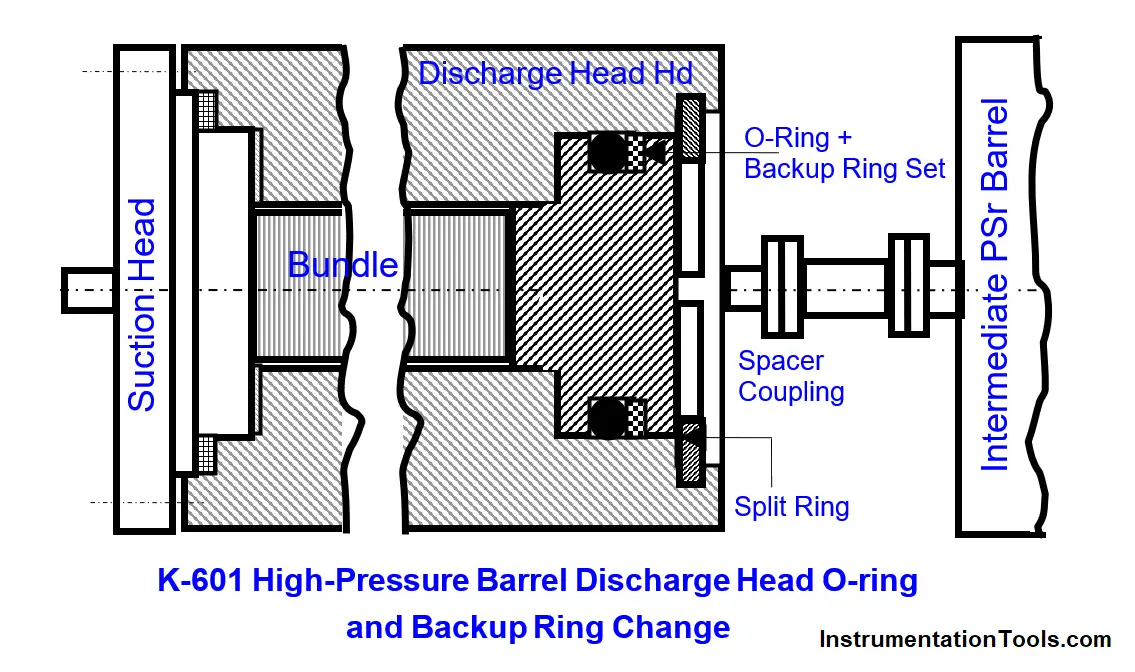
The operation engineer started the SD preparations and the rotating machine crew changed the HPB DH O‑ring backup ring set (ORBRS).
Thus, the HPB DH ORBRS set changed, a ten days SD task repeated at 3-monthly intervals. Besides, huge maintenance efforts, costs, the 40*650 = 26000 Tons yearly ammonia production loss, and the front end 40 days, 30% load operation and venting the produced Reformed Gas wastefully crippled the company financially.
Front end SDs and restarts stress the equipment thermally and reduce their lives by years. Hence, plants continue operating the front end at as low load as practical – 30% in this plant’s case – during ammonia plant SDs.
The Rotating Machine Crew’s (RMC) below given ORBRS procedure is the reason for 10-days SD:
These numerous heavy jobs led to them each time 10-days SD.
The author then the instrument engineer felt uneasy of an instrument lead starting these high-cost tasks and 40-days yearly on-stream days loss.
Hence, he wanted to help reduce the shutdown (SD) days; by eye judgment, he was certain that the 600 mm long spacer couplings between machines provide enough room to move the DH towards the IPB left in position.
Hence, he took few measurements during the RMCs tea breaks to avoid the feeling of interfering in others’ work. It convinced him that ORBRS change with IPB in-situ in 1½-2 days SD was possible, without hiring the heavy crane.
He talked to the RMC leader about this and offered to work with him during the next ORBRS change. The unbelievable 8½ days of time-saving each time and so many other benefits seemed too good to be true to the mindset RMC.
They ridiculed the author; and influenced the electrical graduate maintenance manager not to approve trying the new method. Hence, the 10‑days routine continued for 3 more years!
The author became Maintenance Manager three years later. The rotating machine crew under his guidance and using the author’s procedure changed the ORBRS in < 36 hours, as under.
The author accepted the RMC leader request to position the crane as insurance, in case reverting to the old method was necessary to respect their views and to gain their whole hearted cooperation while doing the job by his method.
The new procedure benefits are:
No IPB shift and hence,
Below are these Case Study Take outs:
Author: S. Raghava Chari
Do you face any similar issues? Share with us through the below comments section.
If you liked this article, then please subscribe to our YouTube Channel for Instrumentation, Electrical, PLC, and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
In this article, we are going to discuss about shutter door control using induction motor…
Electrical Drives control the motion of electric motors. Motion control is required in industrial and…
PLC ladder logic design to control 3 motors with toggle switch and explain the program…
VFD simulator download: Master the online tool from the Yaskawa V1000 & programming software for…
The conveyor sorting machine is widely used in the packing industries using the PLC program…
Learn the example of flip-flop PLC program for lamps application using the ladder logic to…
