Instruments are calibrated to measure the process variables in a fixed range of scale. All instruments are assumed to be Linear if the physical quantity or process variable and the resulting output readings of the instrument have a linear relationship.
The relation between input and output will be either linear, square root, angular, or any custom algorithm. The instrument output has to display the readings in terms of the process variable units.
The manufacturer calibrates by comparing the output of the instrument with respect to a standard input. Having obtained such an instrument, which has been marked and calibrated by the manufacturer, the user has to periodically calibrate the instrument to see whether it is working within the prescribed limits.
In order to calibrate an instrument, we need another standard input which can be measured ten times more accurately than with the instrument under calibration. The standard input is varied within the range of measurement of the instrument to be calibrated.
Based on the standard input and the values obtained from the instrument, one can calibrate the instrument.
Calibration refers to the act of evaluating and adjusting the precision and accuracy of measurement equipment.
Instrument calibration is intended to eliminate or reduce bias in an instrument’s readings over a range for all continuous values.
For this purpose, reference standards with known values for selected points covering the range of interest are measured with the instrument in question.
Then a functional relationship is established between the values of the standards and the corresponding measurements. There are two basic situations:
Also Read : As-found and As-left Documentation during Calibration
The calibration method is the same for both situations stated above and requires the following basic steps:
Some people mix up field check and calibration. Field check is when two instruments have the same reading; this does not mean they are calibrated; it may be that both instruments are wrong.
Let’s use thermometer as an example; if a thermometer always read .25 degree higher, this error can not be eliminated by taking averages, because this error is constant.
The easiest way to determine if it is accurate and fix it is to send the thermometer to a calibration laboratory. Another way to reveal constant errors is to have one or more similar thermometers.
One thermometer is used and then replaced by another thermometer. If readings are divided among two or more thermometers, inconsistencies among the thermometers will ultimately be revealed.
Also Read : Smart Transmitter Calibration
It is not uncommon for calibration tables to show multiple calibration points going up as well as going down, for the purpose of documenting hysteresis and deadband errors.
Note the following example, showing a transmitter with a maximum hysteresis of 0.313 % (the offending data points are shown in bold-faced type):
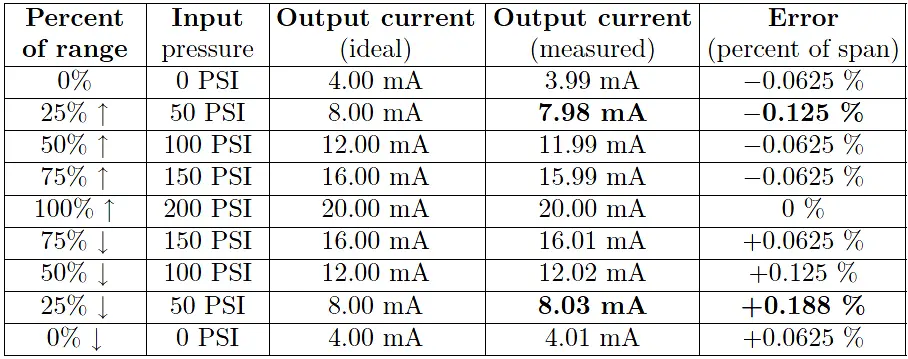
Note again how error is expressed as either a positive or a negative quantity depending on whether the instrument’s measured response is above or below what it should be under each condition. The values of error appearing in this calibration table, expressed in percent of span, are all calculated by the following formula:
In the course of performing such a directional calibration test, it is important not to overshoot any of the test points. If you do happen to overshoot a test point in setting up one of the input conditions for the instrument, simply “back up” the test stimulus and re-approach the test point from the same direction as before.
Unless each test point’s value is approached from the proper direction, the data cannot be used to determine hysteresis/deadband error.
Also Read : Error sources creating uncertainty in Calibration
Reference : chem.libretexts.org
Credits : by Tony R. Kuphaldt – under Creative Commons Attribution 4.0 License
The conveyor sorting machine is widely used in the packing industries using the PLC program…
Learn the example of flip-flop PLC program for lamps application using the ladder logic to…
In this article, you will learn the STAR DELTA programming using PLC controller to start…
Lube oil consoles of rotary equipment packages in industrial process plants are usually equipped with…
Rotating equipment packages such as pumps, compressors, turbines need the lube oil consoles for their…
This article explains how to blink lights in ladder logic with a detailed explanation video…


View Comments
If digital pressure gauge is calibrated in bars. May is use the same gauge for values in kg/cm2.