The DP level measurement techniques use inferred (indirect method) processes and not direct measurements. Namely, the indication of fluid level is based on the pressure exerted on a differential pressure (DP) cell by the height of the liquid in the vessel. This places great importance on the physical and environmental problems that can affect the accuracy of this indirect measurement.
As amusing as it may sound, many avoidable errors occur because the DP cell had the sensing line connections reversed.
In systems that have high operating pressure but low hydrostatic pressure due to weight of the fluid, this is easy to occur. This is particularly important for closed tank systems.
With an incorrectly connected DP cell the indicated level would go down while the true tank level increases.
Three valve manifolds are provided on DP cells to prevent over-pressuring and aid in the removal of cells for maintenance. Incorrect procedures can
inadvertently over-pressure the differential pressure cell. If the cell does not fail immediately the internal diaphragm may become distorted. The measurements could read either high or low depending on the mode of failure.
Note that if the equalizing valve on the three-valve manifold is inadvertently opened, the level indication will of course drop to a very low level as the pressure across the DP cell equalizes.
The sensing lines are the umbilical cord to the DP cell and must be functioning correctly.
Some of the errors that can occur are:
1. Obstructed sensing lines
The small diameter lines can become clogged with particulate, with resulting inaccurate readings. Sometimes the problem is first noted as an unusually sluggish response to a predicted change in level. Periodic draining and flushing of sensing lines is a must.
2.Draining sensing lines
As mentioned previously, the lines must be drained to remove any debris or particulate that may settle to the bottom of the tank and in the line. Also, in closed tank dry leg systems, condensate must be removed regularly to prevent fluid pressure building up on the low-pressure impulse line.
Failure to do so will of course give a low tank level reading. Procedural care must be exercised to ensure the DP cell is not over-ranged inadvertently during draining. Such could happen if the block valves are not closed and equalizing valve opened beforehand.
False high level indication can be caused by a leaking or drained wet leg. A leaking variable (process) leg can cause false low-level indication.
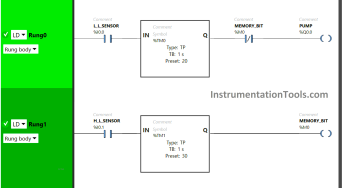
Learn an example PLC program to control a pump based on level sensors using ladder…
In the PLC timer application for security camera recording, when motion is detected then camera…
In this example, we will learn batch mixing with PLC ladder logic program using timer…
This PLC example on manufacturing line assembly is an intermediate-level PLC program prepared for the…
In this article, you will learn the PLC programming example with pushbutton and motor control…
This article teaches how to convert Boolean logic to PLC programming ladder logic with the…
View Comments
Sir please make app for apple
it is there mr abdullah