In this article, we will discuss the use of FC function in Siemens TIA PORTAL.
FC function is used in the PLC programming where a function or task use over and over.
We all know that designing PLC programs is sophisticated and tedious work especially when you have to write the same program again and again in different applications.
To overcome such an issue, we just have to write PLC programs once using the FC block and can easily call that program using the organization block (OB).
FC Function in Siemens PLC
Let’s learn how to create FC
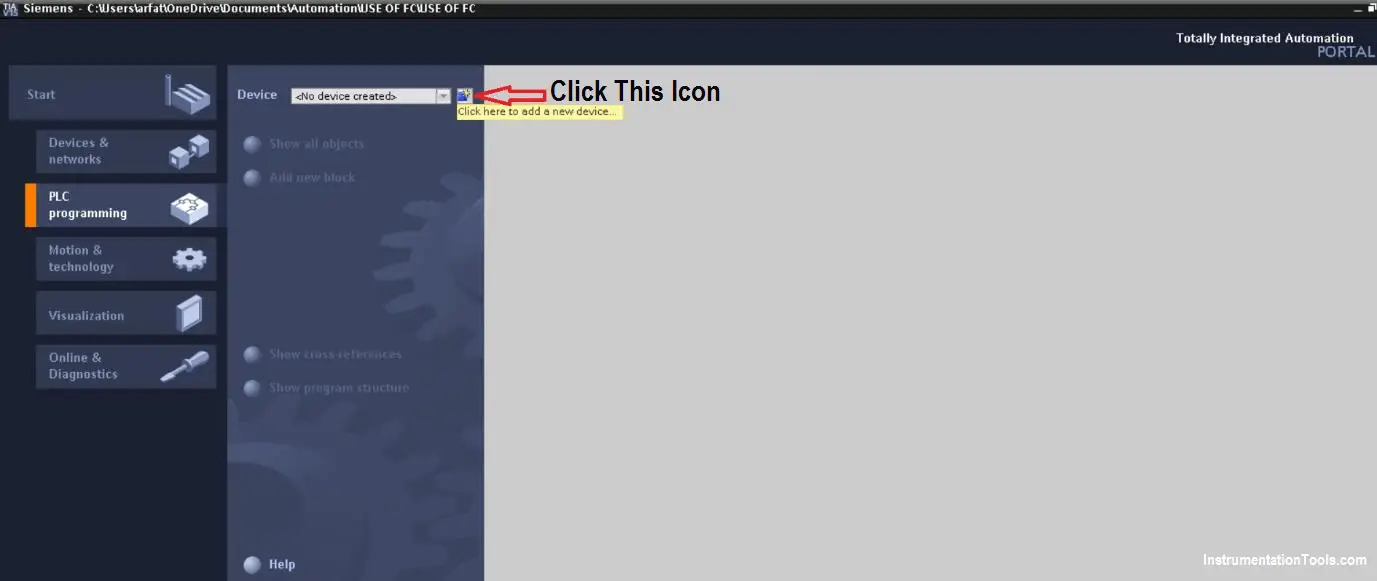
1. Open the TIA PORTAL environment.
2. Create a new project.
3. Click on the write plc program.
4. Following window will, pop-up click on the below-shown icon.
6. The following window will open.
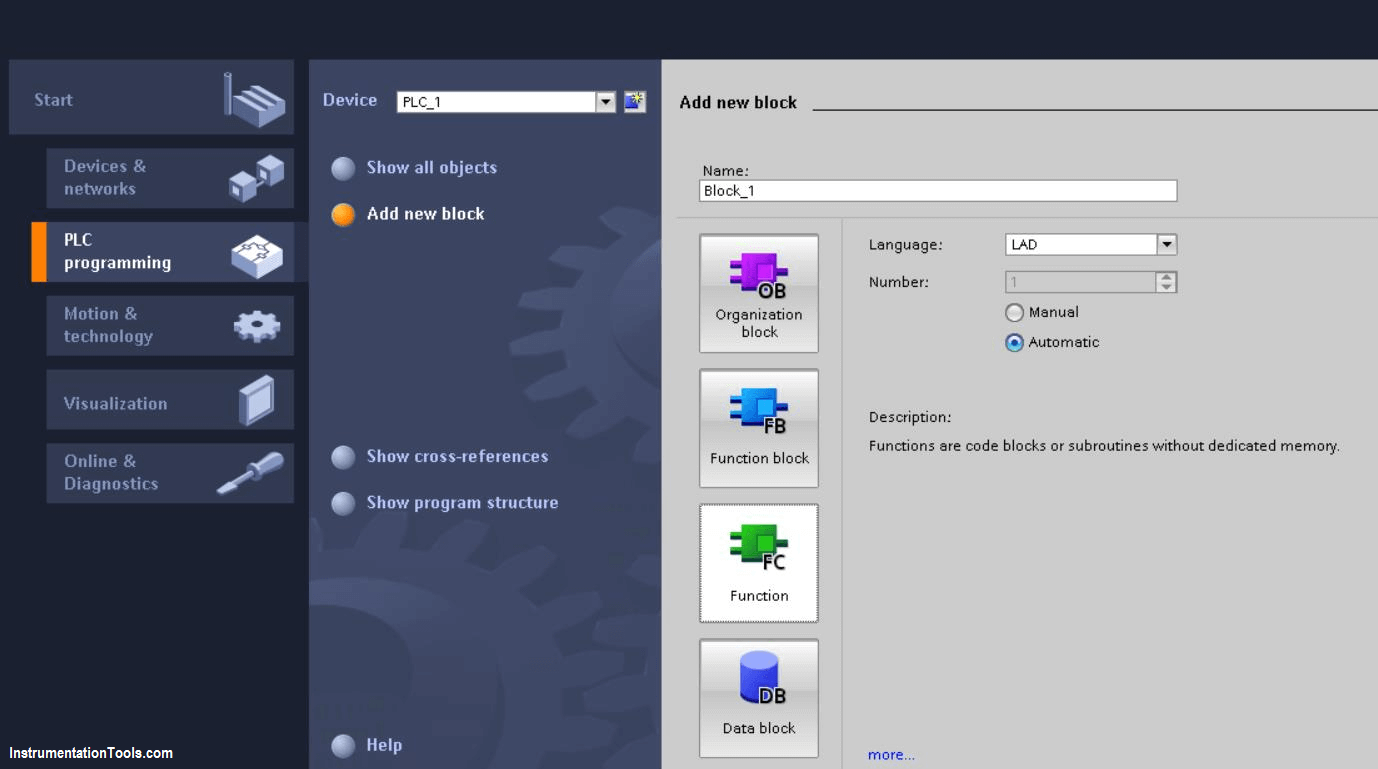
7. Click on add new block and select function as shown in the above window and click add.
Here, we will create a simple PLC program of Addition. Each time Function is called it increment value.
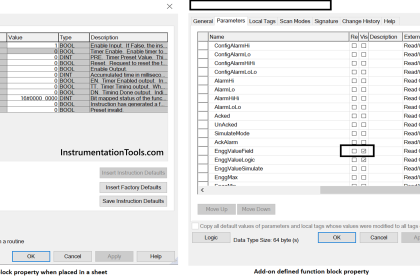
In the FC environment to create input, we have to select a variable from the section option.
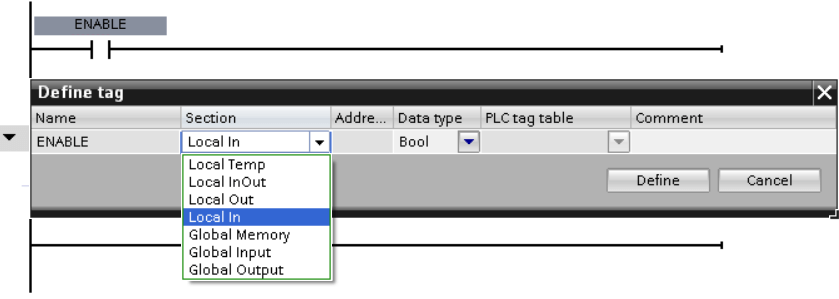
Here, I have selected Local In. In local in whenever FC called in OB logic must be set every time as in our example, we want to do addition. so, the number will change each time FC called.
Global in use when a block has to retain its value until their value is changed by a function or by other logic.
The same rule is applicable to define the output.
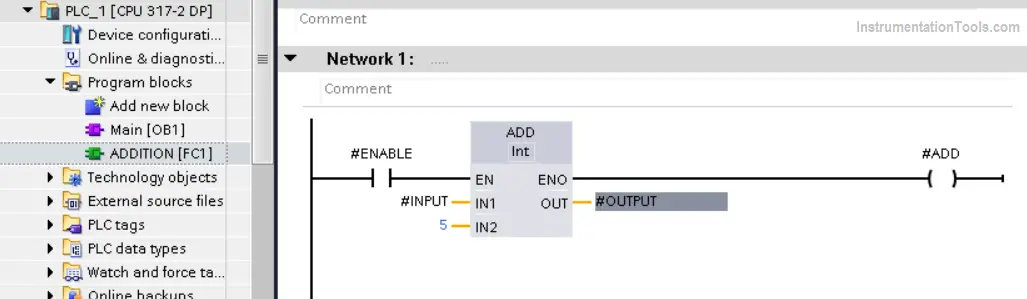
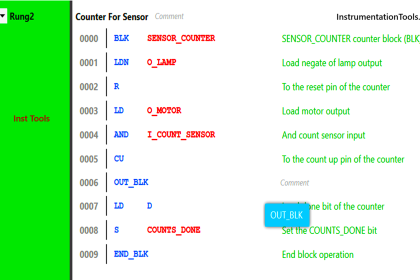
Here, in the above window, I have created logic in function to add number 5 each time FC is called from OB.
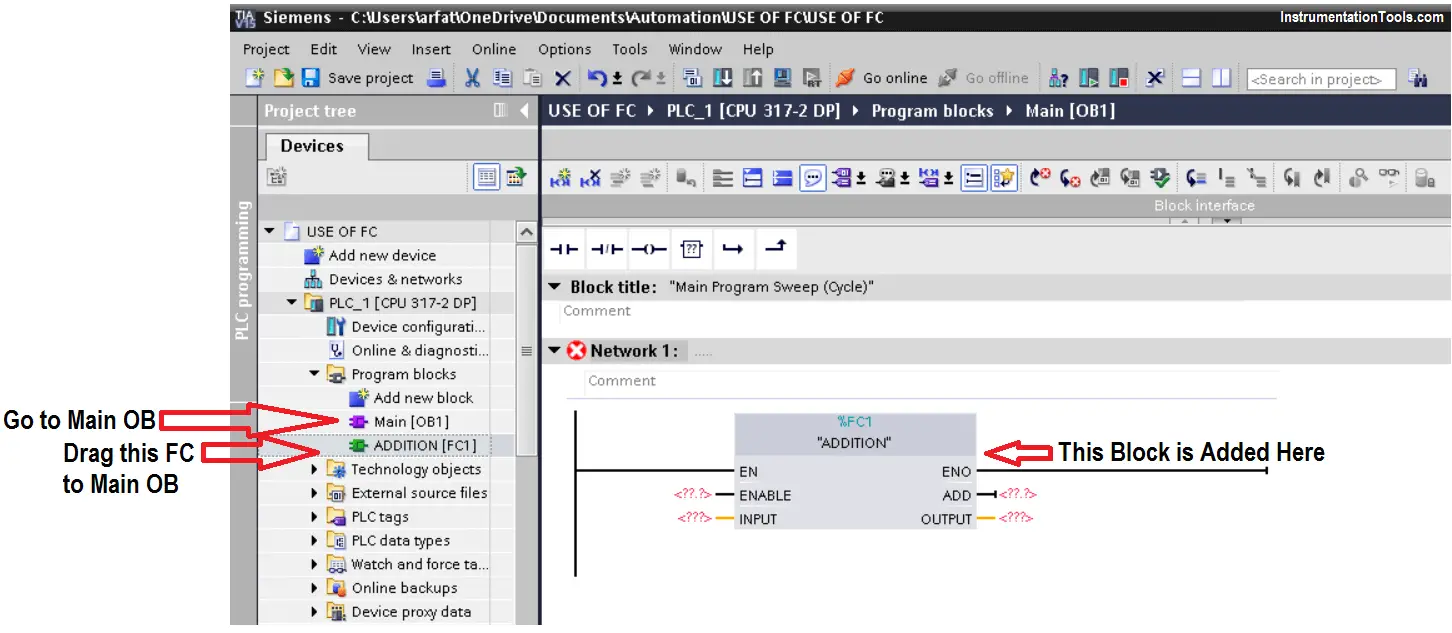
Follow the step as shown in the window and the program which we have created in FC, now drag here into OB.
Example: FC Function for Valve Logic
You can see above the window in which I have to give a name to input and output and use a variable for the addition.
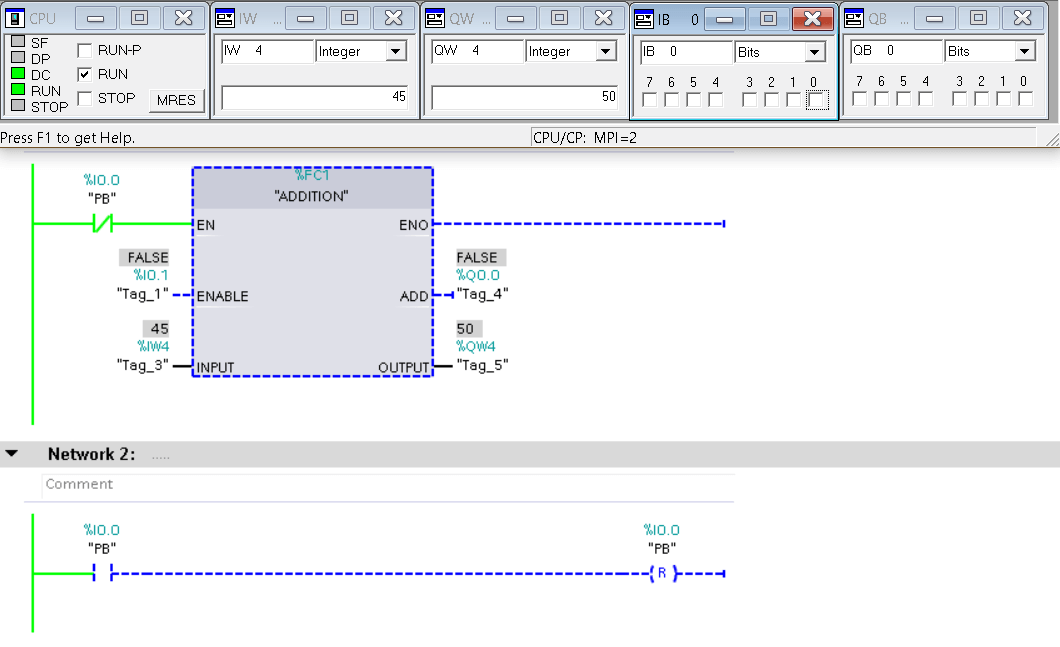
In the previous FC window, I took 5 to add. When this program executes and I make I0.1 make true it will add 5 + the number which wants to add. Here in our case, I use 45 so the last answer is 50.
So, every time OB executes it will call FC to make an addition.
Author: Suhel Patel
If you liked this article, then please subscribe to our YouTube Channel for PLC and SCADA video tutorials.
You can also follow us on Facebook and Twitter to receive daily updates.
Read Next:
- Ladder Logic Examples
- PLC, HMI, VFD, and Motor
- Pulse Generation using Timer
- Liquid Mixing PLC Logic
- Two Hand Control Logic