On the job, you are sent to troubleshoot a brand-new control system, consisting of a pneumatic liquid level transmitter connected to a pneumatic controller, which in turn drives a pneumatic control valve. The process vessel, piping, control valve, controller, and level transmitter are all brand-new: they even sport a fresh coat of paint.
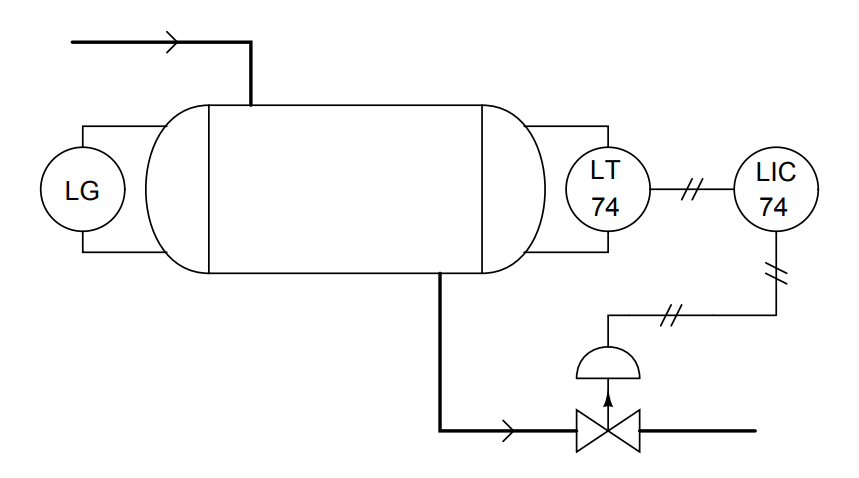
According to the unit operator, this level control system has never worked. As she shows you, the liquid level inside the vessel is so low that the level gauge (LG) registers empty, yet the controller is commanding the valve 100% open, which of course continues to drain the vessel and prevent any liquid level from accumulating.
Being versed in process control theory, you decide to check how the controller is configured. Looking inside the controller case, you notice the controller is set for direct action: an increasing PV results in an increasing output signal (MV), which will move the air-to-close valve more toward the “closed” state.
Realizing how to fix the problem, you reach inside the controller and move a lever that switches it into reverse action mode.
Explain why this fixes the problem.
More Questions :
- Explain the significance of the “newness” of this process. How would your assumptions differ if you saw this process vessel was old and rusted instead of shiny-new?
- How do you suppose the controller got to be mis-configured in the first place?
- What would have to be different in this control system to permit a direct-acting controller instead of a reverse-acting controller?
- Suppose you did not discover the controller’s action set for direct action. If the controller had been left in manual mode instead of automatic mode, could this account for the problems exhibited by this system?



If the LG is showing empty but the controller is in 100% open that means it’s already in reverse action. And we have to change to direct action but the above summary contradicts.
The issue is that the controller is configured for direct action, which means that as the process variable (PV) increases, the output signal (MV) also increases, closing the valve. However, in this specific application, the goal is to control the liquid level in the vessel. When the level is low (PV is low), the valve should be open to allow more liquid to flow in. Conversely, when the level is high (PV is high), the valve should close to prevent overfilling.
By switching the controller to reverse action mode, you’ve effectively changed the controller’s behavior to:
– Increasing PV (level) → Decreasing MV (valve opening)
– Decreasing PV (level) → Increasing MV (valve opening)
Now, when the level is low (PV is low), the controller output (MV) will increase, opening the valve to allow more liquid to flow in. As the level rises (PV increases), the controller output (MV) will decrease, closing the valve to prevent overfilling.
This fixes the problem because the controller is now working in tandem with the valve to regulate the liquid level in the vessel. The reverse action mode ensures that the valve opens when the level is low and closes when the level is high, which is the correct behavior for this specific application.