This article will discuss PLC programming to control the product’s heating using an oven process carried out by the Conveyor using the Omron CX-Programmer. This PLC system will carry several different products, each product has its own heating temperature. This system will also count products that have gone through the Oven Heating process.
Program Objective
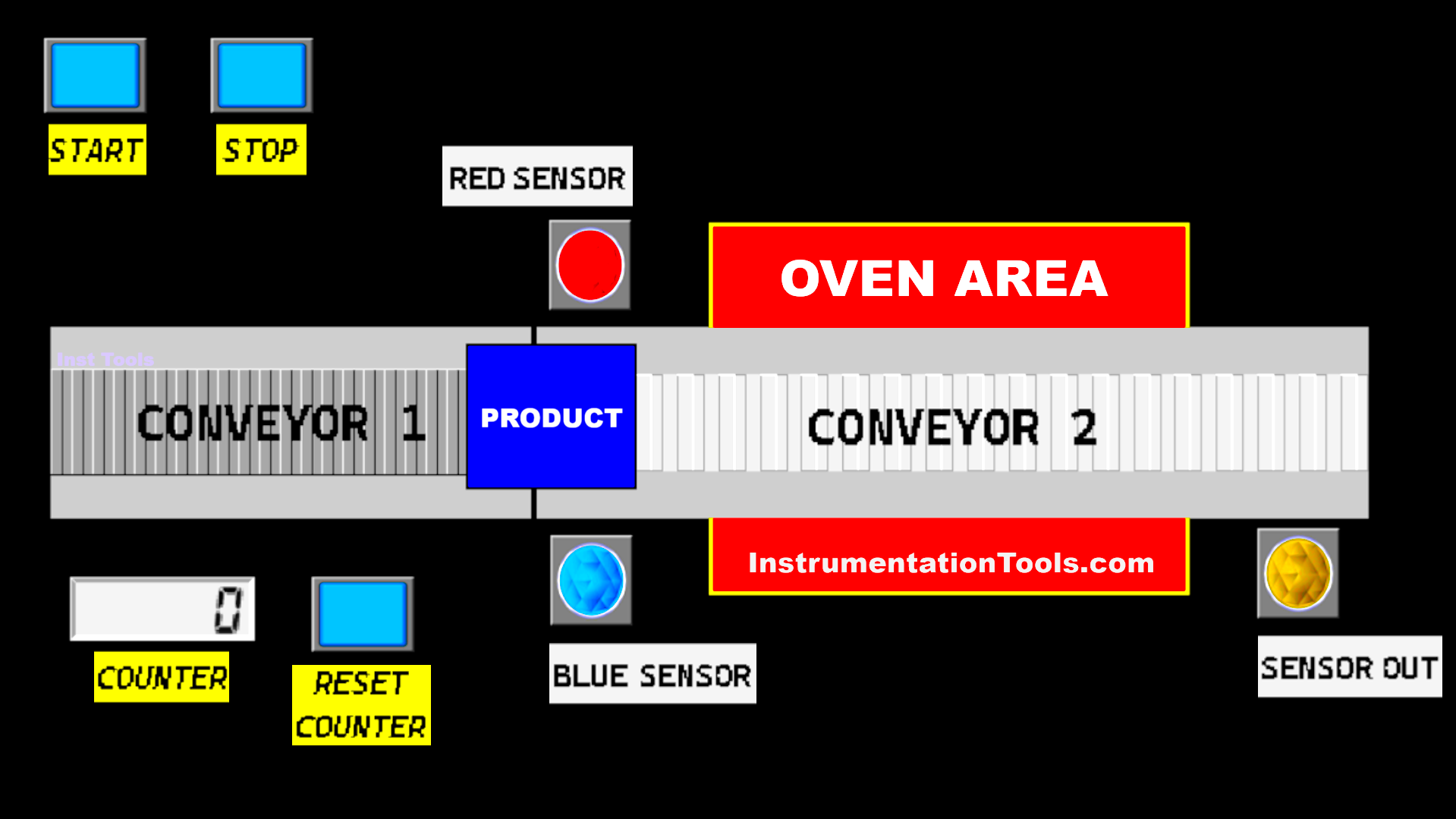
- This system has 2 Conveyors which are used to carry products.
- The oven will turn ON and Conveyor-1 will run when the system has started and will only stop when the system is turned OFF.
- Conveyor-2 will only run when it has received the Product from Conveyor-1. Conveyor-2 is useful for carrying products into the Oven.
- There are 2 types of products carried by the Conveyor, namely Red Products and Blue Products.
- When the sensor detects a Red Product, Conveyor-2 will Run, and the temperature in the Oven is increased to 50 degrees.
- When the sensor detects a Blue Product, Conveyor-2 will Run, and the temperature in the Oven is increased to 75 degrees.
- Products that have gone through the Heating Process will be counted using the Counter function.
- The temperature in the Oven will be 30 degrees when no product is detected.
Heating Different Products in Conveyor Oven
Mapping Details
| S.No. | Comment | Input (I) | Output (Q) | Memory Words | Memory Bits |
|---|---|---|---|---|---|
| 1 | PB_START | 0.00 | |||
| 2 | PB_STOP | 0.01 | |||
| 3 | SENS_RED | 0.02 | |||
| 4 | SENS_BLUE | 0.03 | |||
| 5 | SENS_OUT | 0.04 | |||
| 6 | RESET_COUNTER | 0.05 | |||
| 7 | CONVEYOR_1 | 100.00 | |||
| 8 | OVEN | 100.01 | |||
| 9 | CONVEYOR_2 | 100.02 | |||
| 10 | COUNT_PRODUCT | D0 | |||
| 11 | SV_OVEN_TEMPERATURE | D100 | |||
| 12 | SYSTEM_ON | W0.00 | |||
| 13 | IR1_CONV2_ON | W0.01 | |||
| 14 | IR2_CONV2_ON | W0.02 |
Explanation of PLC Logic
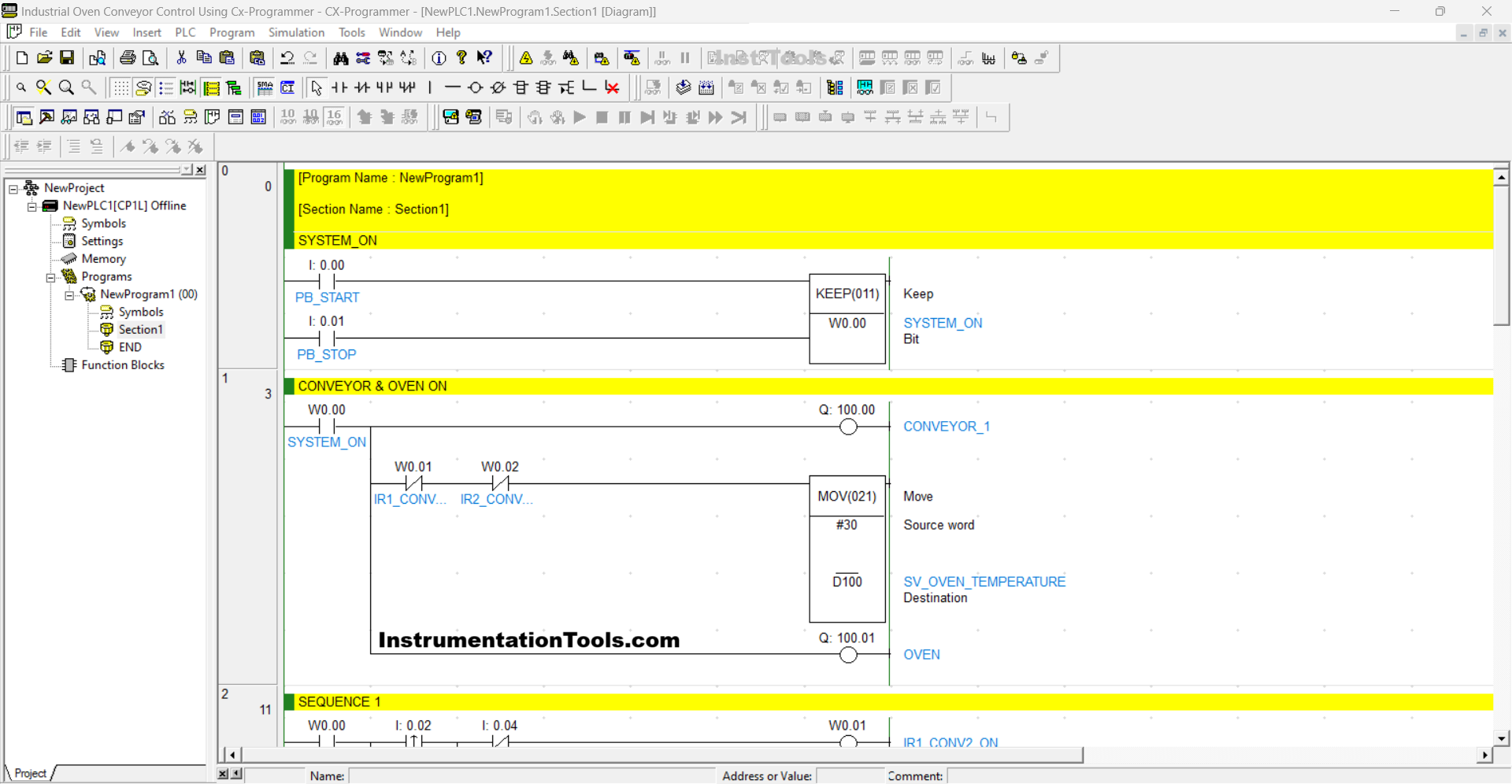
RUNG 0 (SYSTEM_ON)
In this Rung, when the PB_START (0.00) button is pressed, the memory bit SYSTEM_ON (W0.00) will be in the HIGH state. Because it uses the KEEP(011) instruction, the memory bit SYSTEM_ON (W0.00) will remain in the HIGH state even though the PB_START (0.00) button has been released.
The memory bit SYSTEM_ON (W0.00) will be in the LOW state if the PB_STOP (0.01) button is pressed.
RUNG 1 (CONVEYOR & OVEN ON)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) is in the HIGH state, the CONVEYOR_1 (100.00) and OVEN (100.01) outputs will be ON. The MOV instruction will move the value “30” to the memory word SV_OVEN_TEMPERATURE (D100).
If the NC contacts of memory bits IR1_CONV2_ON (W0.01) and IR2_CONV2_ON (W0.02) are in the HIGH state, then the MOV instruction will stop and move the value “30” to the memory word SV_OVEN_TEMPERATURE (D100).
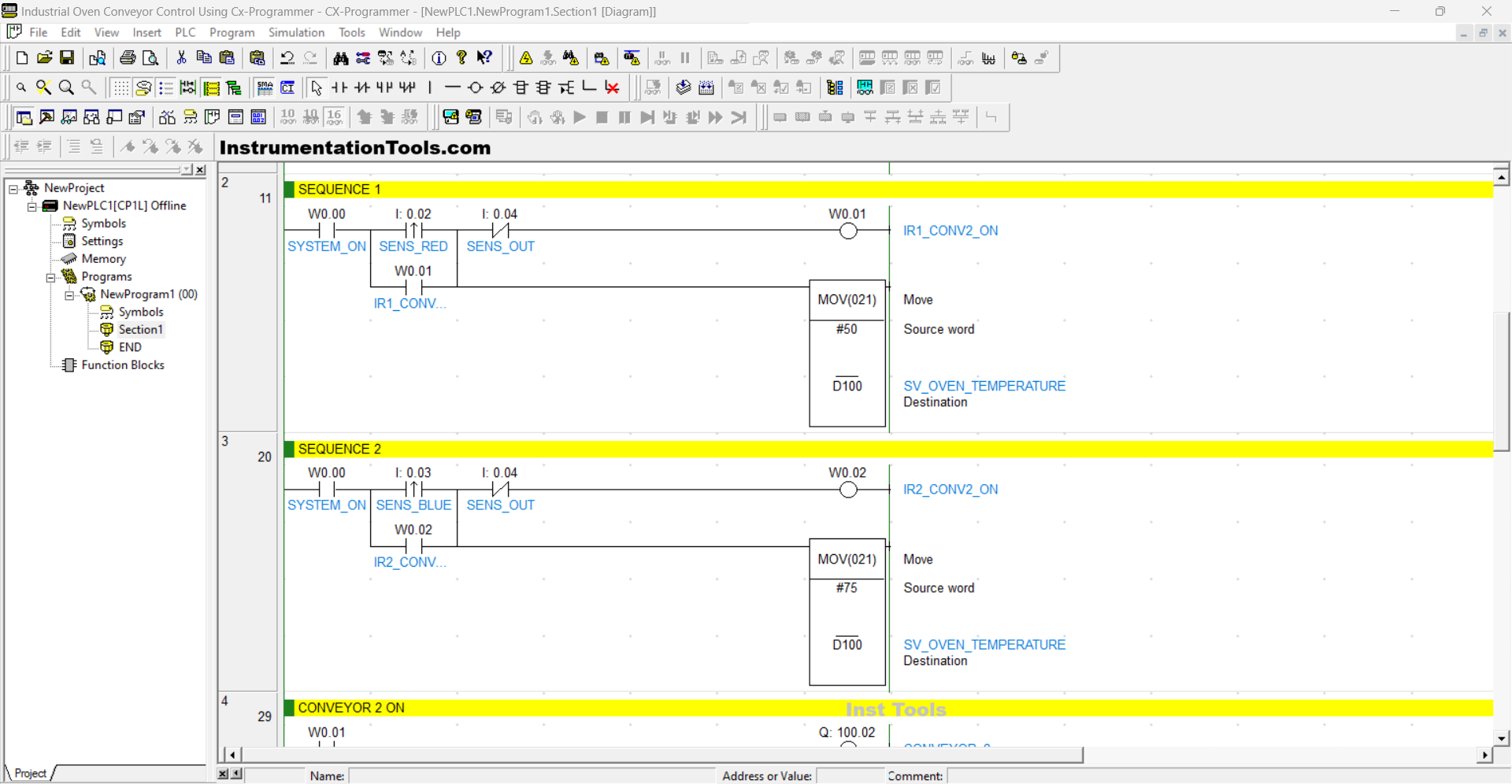
RUNG 2 (SEQUENCE 1)
In this Rung, when the NO contact of memory bits SYSTEM_ON (W0.00) and Sensor SENS_RED (0.02) are in the HIGH state, then the memory bit IR1_CONV2_ON (W0.01) will be in the HIGH state and the MOV Instruction will move the value “50” to memory word SV_OVEN_TEMPERATURE (D100).
Because it uses Latching, the memory bit IR1_CONV2_ON (W0.01) will remain in the HIGH state even though the SENS_RED (0.02) Sensor is in the LOW state.
RUNG 3 (SEQUENCE 2)
In this Rung, when the NO contact of memory bits SYSTEM_ON (W0.00) and SENS_BLUE (0.03) are in the HIGH state, then the memory bit IR2_CONV2_ON (W0.02) will be in the HIGH state and the MOV Instruction will move the value “75” to memory word SV_OVEN_TEMPERATURE (D100).
Because it uses Latching, the memory bit IR2_CONV2_ON (W0.02) will remain in the HIGH state even though the SENS_BLUE (0.03) Sensor is in the LOW state.
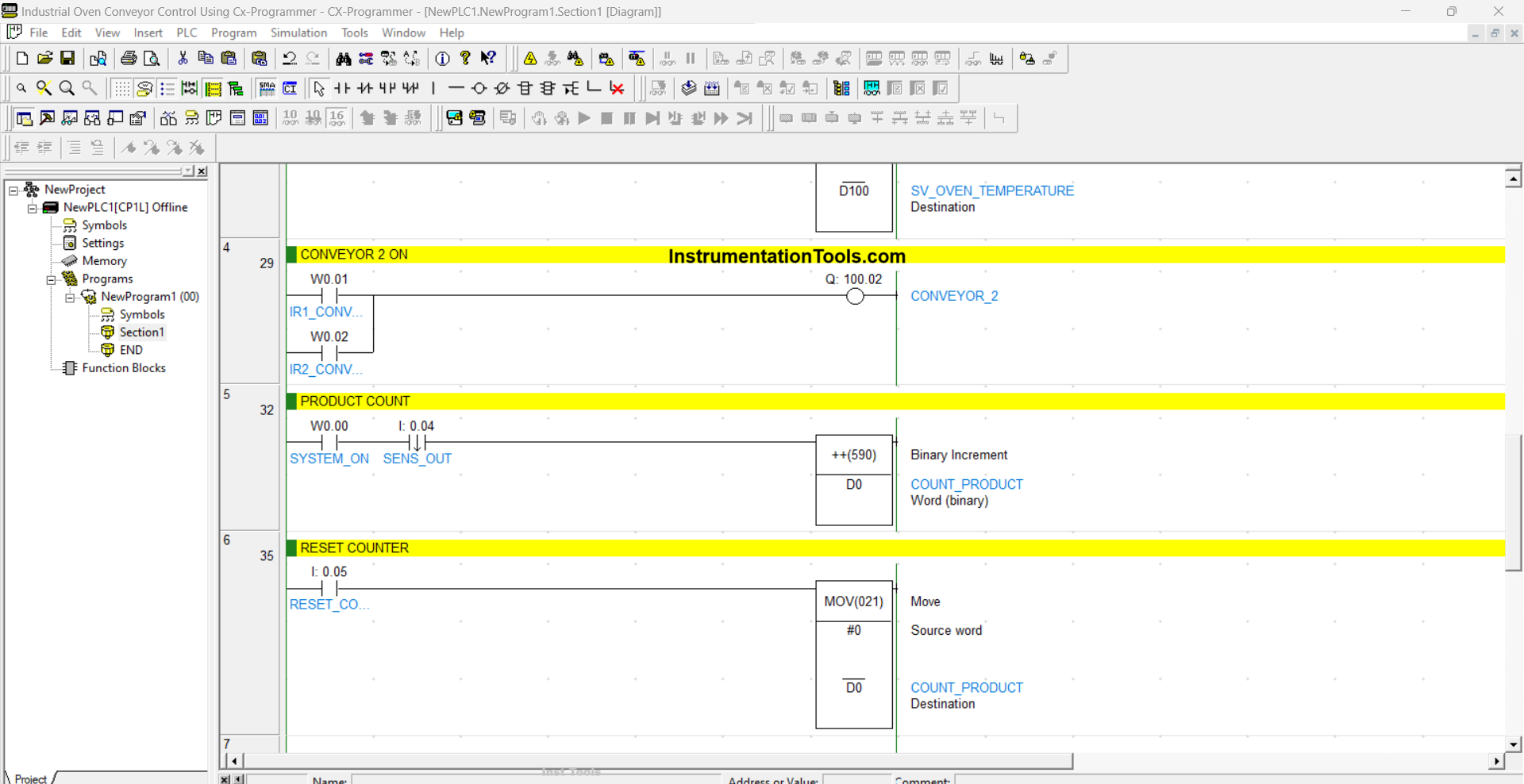
RUNG 4 (CONVEYOR 2 ON)
In this Rung, Output CONVEYOR_2 (100.02) will be ON if the NO contact of memory bit IR1_CONV2_ON (W0.01) or IR2_CONV2_ON (W0.02) is in the HIGH state.
RUNG 5 (PRODUCT COUNT)
In this Rung, when the NO contact of memory bit SYSTEM_ON (W0.00) and SENS_OUT (0.04) Sensor is in the HIGH state, the value in the memory word COUNT_PRODUCT (D0) will increase (+1).
RUNG 6 (RESET COUNTER)
In this Rung, when the RESET_COUNTER (0.05) button is Pressed, the MOV instruction will move the value “0” to the memory word COUNT_PRODUCT (D0).
Read Next:
- PLC Program for Paper Cutting by Length and Count
- Omron PLC Project for Bottle Filling Conveyor System
- XG5000 PLC Project: Continuous Liquid Tank Control Logic
- One Input to Turn ON Multiple Outputs: Ladder Logic Solution
- Latching and Interlocking Pump Control in PLC Programming