
Difference Between Alternator and Generator?
In this article, we will understand the basic difference between alternator and generator.

What is the Difference Between Sensor and Transducer?
In this article, you will learn the basic difference between sensor and transducer with examples from industries.
Synchronous Motors MCQ – Multiple Choice Questions
In this article, we shared the synchronous motors multiple choice questions and answers. This MCQ will help you to test your knowledge.
Batteries MCQ – Multiple Choice Questions
In this article, we shared the electrical batteries multiple choice questions and answers. This MCQ series will help you to test your skills.
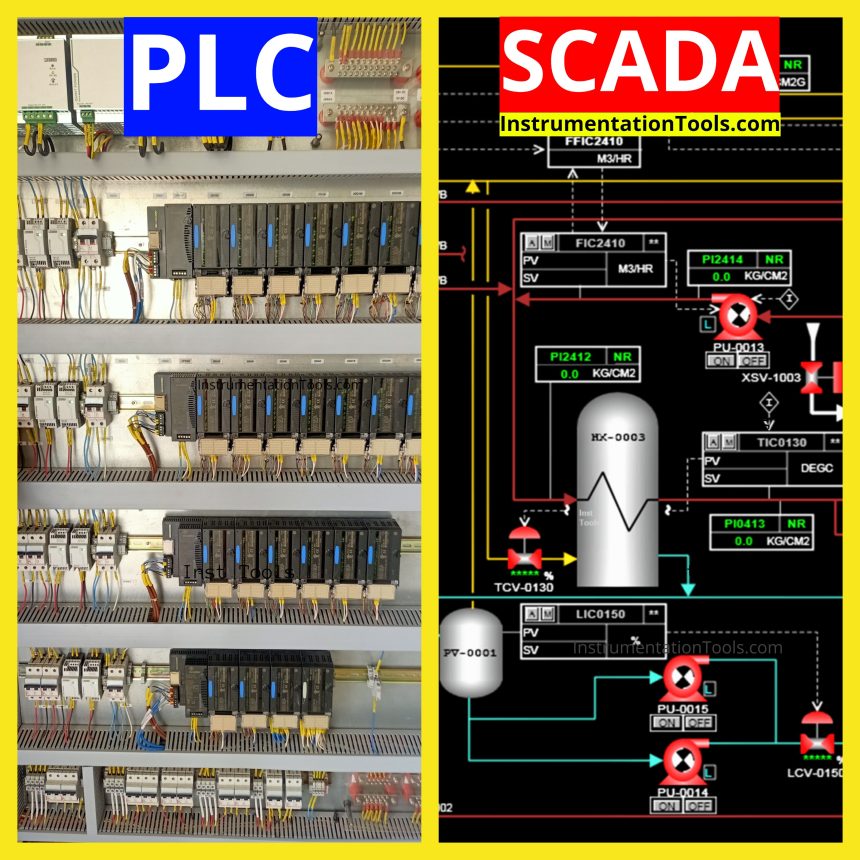
Difference Between PLC and SCADA
In this article, we will understand the basic difference between PLC and SCADA systems with examples in industrial automation.

CNC Milling versus CNC Turning – Which is the Best Option?
This article focuses on the two popular CNC machining methods and the differences between CNC milling versus CNC turning.
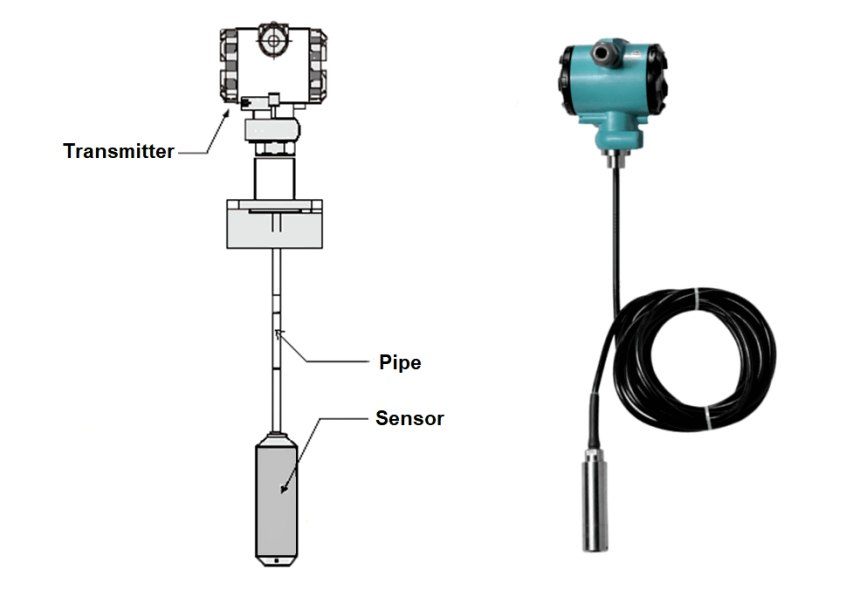
What is a Submersible Pressure Transmitter? Principle, Advantages
The submersible pressure transmitter principle based on the static pressure of sensor which is proportional to the level of liquid.
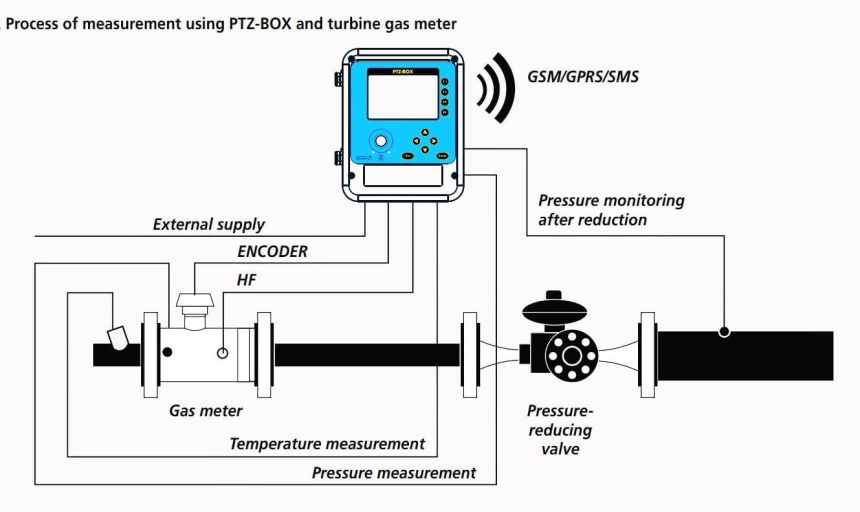
Read Gas Composition from Gas Metering System using RS485 Protocol
How to Get Gas Composition and Process Variables Data from Gas Metering and Regulating Station using RS485 serial communication Protocol?
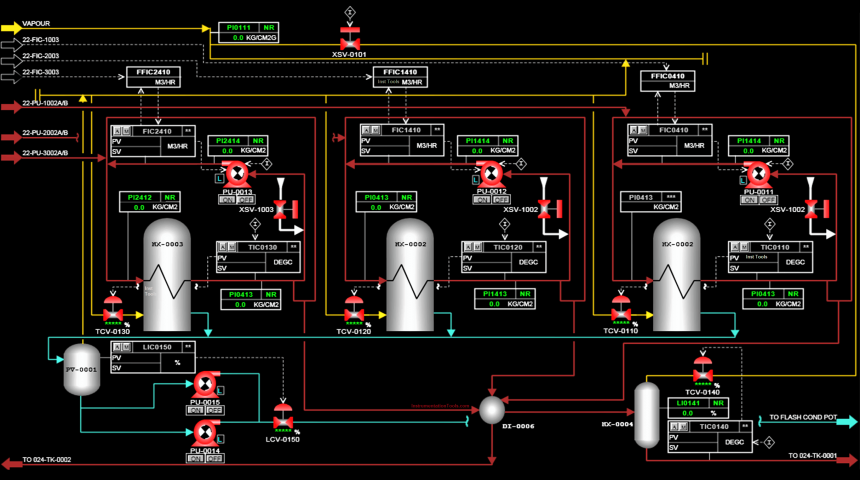
Learn about SCADA and HMI Systems
In this article, we will learn about the SCADA and HMI systems in industrial automation, also the differences and comparisons.

200+ Transformer MCQ – Multiple Choice Questions
In this article, we shared the 200 plus electrical transformer MCQ questions and answers to test your knowledge.
